「 次の目標は後輩溶接士を優勝させること」 群馬県を制した(株)上備製作所 山口和紀さん


群馬産業技術センター(前橋市)で3月19日に開催された「第60回群馬県溶接コンクール」。
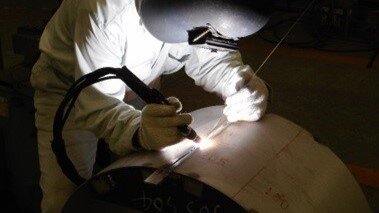
このコンクールで、炭酸ガスアーク溶接の部(半自動)に出場し、見事制したのは、プラント機器製作・建設に定評のある(株)上備製作所の山口和紀さんだ。

50人がしのぎを削った
群馬県の溶接技術コンクール
今回のWelding Mateでは、「優勝が一つの夢だった」と話す山口さんに、優勝した感想、練習法、上備製作所での溶接作業の魅力などについて話しを聞いた。
溶接士になったのは、上備製作所で働いていた7歳年上の兄の影響が大きいかと思います。

共に溶接技能を磨いてきた
兄の幸二さん(右)と和紀さん
当時、群馬県内の印刷所で働いていた私は、「今後はWEBの時代が到来するため、紙のシェアは減少していく!!」といった話題に敏感で、自分の将来に、漠然とした不安を覚えながら過ごしていました。
今思えば、溶接士としてハツラツと働く兄の表情を眺めているうちに、「手に職があれば仕事はなくならないはずだ!!」と考えるようになったのでしょう。私は思い切って、高崎産業技術専門校(群馬県高崎市)に入学して溶接を学ぶ道を選びました。
しかし、「兄の引いたレールを、そのまま歩くこと」に抵抗があったため、卒業後は、兄が働く上備製作所を避けて、県内の製缶溶接事業所に就職しました。
今思うと小さなことなのかもしれませんが、当時の私には、「職人気質で一本気な兄と比較でもされたら、たまったものじゃない」と、しりごみしていた時期があるのです。
そんな私ですが、溶接士になり4年が経ちました。
溶接技能への自信がつき、迷っていた気持ちはすっかりと晴れていたのを覚えています。

過去を振り返る山口さん
その証拠に、兄から「上備製作所の仕事を手伝ってほしい」と言われた時には、頼られることが素直に嬉しかったため、上備製作所で働くことを決めました。また、兄が優勝経験のある群馬県溶接技術コンクールにも積極的に出場するようになり、いつからか、私も優勝を目指すようになりました。
陸路で運搬できる最大サイズを遥かに超える超大型タンクの依頼もあるため、陸路で運搬できるサイズで製作し、プラント工事現地で組み上げることもあります。

大型構造物の依頼が多い上備製作所
顧客は化学工場全般で、食品・薬品・樹脂・特殊ガスなど、とても幅広い。プラントは、当然、耐蝕性と密封性が重視されるため、加工する素材の中心は耐蝕性の高いステンレスを扱うことが中心です。板厚は2㎜~50㎜程度。
ティグ溶接技能によるステンレス溶接は、薄い金属板の接合が中心だと思われがちですが、厚板ステンレスをティグ溶接する場合もあり、珍しい作業なだけに、さまざまな難所があります。
まず、全ての依頼が1点物になるため、毎回、板厚や溶接条件が異なること。
溶接方法としては、溶接士がタンクの中に入り、内側から溶接を行って、その後、外側から斫った後に溶接をすることで完全溶込みが得られる「突合せ両側溶接」が基本ですが、片側からのティグ溶接で裏波を必要とする溶接が求められることもあります。

人が入れるほどの大型ロール
特にステンレスは、裏波を出す溶接を行うのは難易度がとても高いです。
「入熱しすぎると溶けすぎて穴があいてしまうこと」
「入熱量が少ないと裏波が出ないこと」
「溶接棒を突っ込みすぎると裏波が滑らかにならないこと」
「ステンレスは固い金属なので、ミスを修復するための研磨作業が大変なこと」
など。注意すべき点は挙げればきりがありません。
私も入社した頃は、裏波が思った形状で出ないため、苦労したのを覚えています。
しかし、裏波溶接の攻略に必要なのは回数と経験です。
練習を積み重ねるうちに、不思議と、ある日できるようになりました。手溶接は、溶接士の技量に左右される作業ですが、中でも裏波溶接は、「自転車のように、ある日うまくいくようになり、一度覚えると忘れない」もののようです。

様々な高難度溶接の依頼が舞い込む
裏波溶接がうまくいかない時や、溶接技術コンクールに挑戦する時にも兄に技術的な相談をしました。しかし、兄もライバルとして出場しているため、最後は自分自身で最適な溶接条件を見つけていくしかありません。
そこで、練習中に最も気をつけたのは「手慣れで溶接条件を定めないこと」です。
上備製作所では、毎日、溶接する製品が変化するため、繰り返していくうちに、必要となる溶接姿勢、溶接する2枚の金属板の距離、溶接棒の角度といった条件が感覚的に把握できるようになります。
技能者の手作業でしか成し得ない溶接品質
しかし、「こうすれば良い溶接ができる」という方向性を見いだすのは、「最適な溶接条件を見つける」作業とは別物です。
私は、あえて金属板の間隔を大幅にあけて溶接を始め、0.5㎜ずつ縮めながらベストの間隔を探しました。同じように、溶接の継目においてトーチも寝かせすぎた角度から、1枚ずつ角度を調整し、試していくことで、ベストの角度を見つけました。
やりすぎのところから調整していく作業で、今まで発見できなかった溶接条件を1つずつ集めていくことができたのではないかと思っています。
結果的に優勝できたため、費やした時間が形になったことを、とても満足しています。会社の先輩はもちろん、兄や、家族が喜んでくれたのも、とても嬉しかったです。
私は4年ほど前に、溶接工程を担当する部署から、溶接の前工程である製缶作業を担当する部署に転属しました。
製缶作業は、後工程の溶接士が溶接をしやすいように、部品を仮付けしていく工程になります。
例えば、私が習得に苦戦していた裏波溶接が必要になる場合、溶接する金属の間に、少しだけ、すき間を作る作業が必要です。
これは、2つの金属同士を直接仮付けするのではなく、一定のすき間を作るために、数多くの補助ピースを仮付けします。

補助材で溶接用のすき間を残す構造物
後工程を担当する溶接士が、「少しでも作業しやすいように」と考えながら、すき間を作るためには、それぞれの溶接士のくせを把握しながら、仮付けしなければなりません。
この作業によって、私は、より溶接への知見が深まりました。
私の目標の1つである溶接技術コンクール優勝が叶ったため、次の目標は、「後輩の溶接士を指導して優勝に導くこと」になりました。
溶接は、見ていれば覚えられる技能ではないため、自身の練習と発見の繰り返しが大切です。しかし、説明が不必要なわけではありません。
先輩の溶接士が私に指導してくださったように、細かく教えすぎず、しかし、壁にぶつかった時には、都度、見本をみせることができる溶接士でありたいと思っています。

100年以上前から受け継がれてきた
上備製作所の技術・技能
私は、溶接技能に生涯をささげる道を選び、群馬県を制するという1つの夢がかないました。この夢がもし、10代に憧れていたサッカー選手だったら、到達することは難しかったかもしれません。
サラリーマンでありながらも、己の腕や、工夫で頂点を目指すことができるのも溶接士のやりがいの1つでしょう。

照れ笑いしながら将来の夢を話す山口さん
これから溶接士を目指す人に伝えたいのは、「集中して時間を忘れて没頭することができる技能であること」「広い工場の中で、常に先輩社員が近くにいるわけではないため、責任ある作業であり、同時に自分で判断することの多い作業であること」「トップを目指すことができること」。
また、私のように、将来を漠然と不安に思っている人を受け入れるだけの深みがある技能であることです。
 SNSシェア
SNSシェア



{kind=link}